Fasteners for Gratings
Find below basic grate mounting kits
Need individual fasteners without the rest of the kit? Then send a query for a certain quantity of the required units, and you will get our offer. We hope that the enclosed pictures and descriptions are intelligible. Please, feel free to ask any question, and we together shall find the most appropriate option for you.
The most common mounting methods for press locked gratings and press welded gratings are STD2 and STD4 and their variations presented below.
The main upper part of the grate fastener is an M-part or a round top (disc) that can be combined with a lower part.
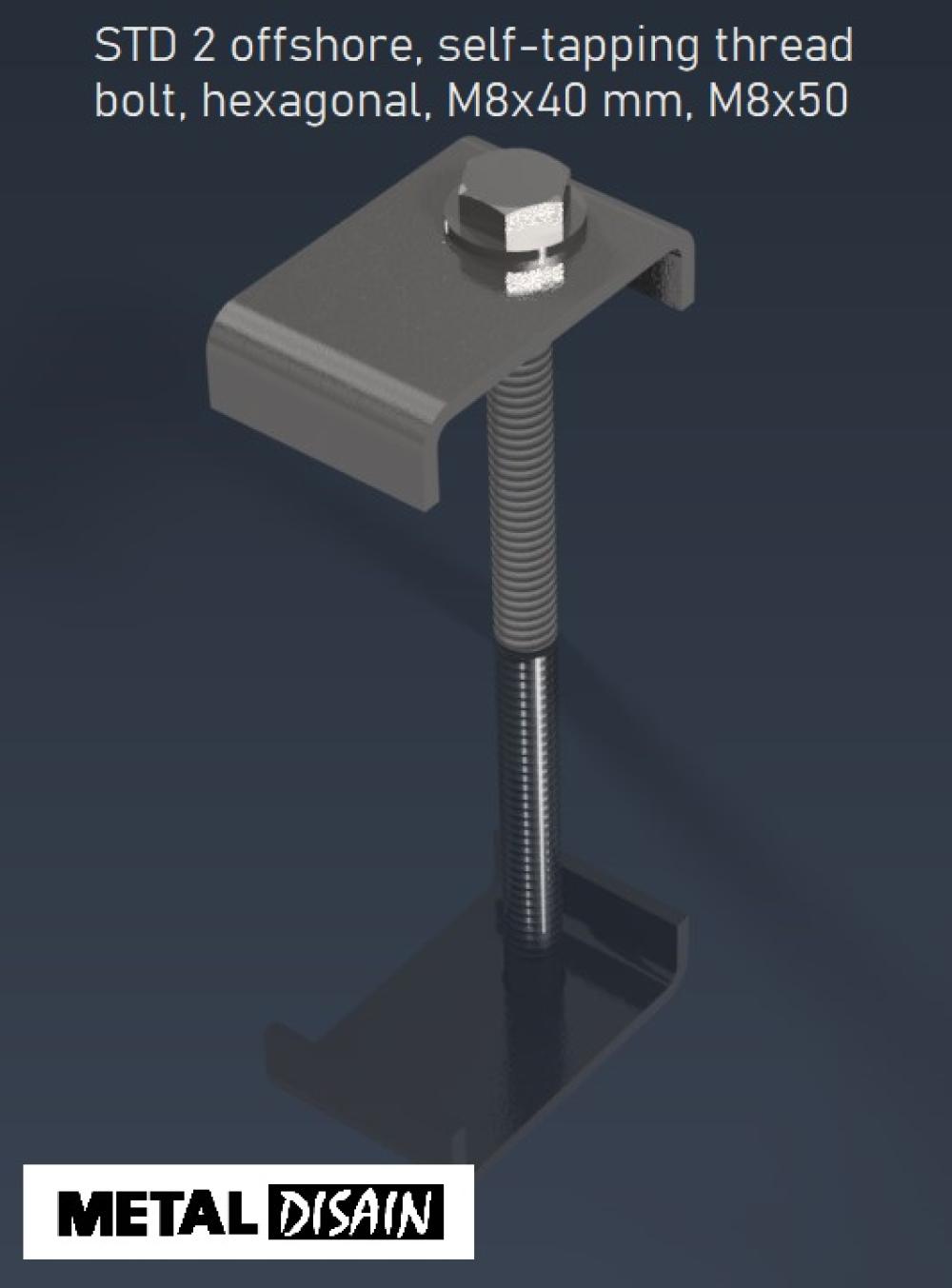
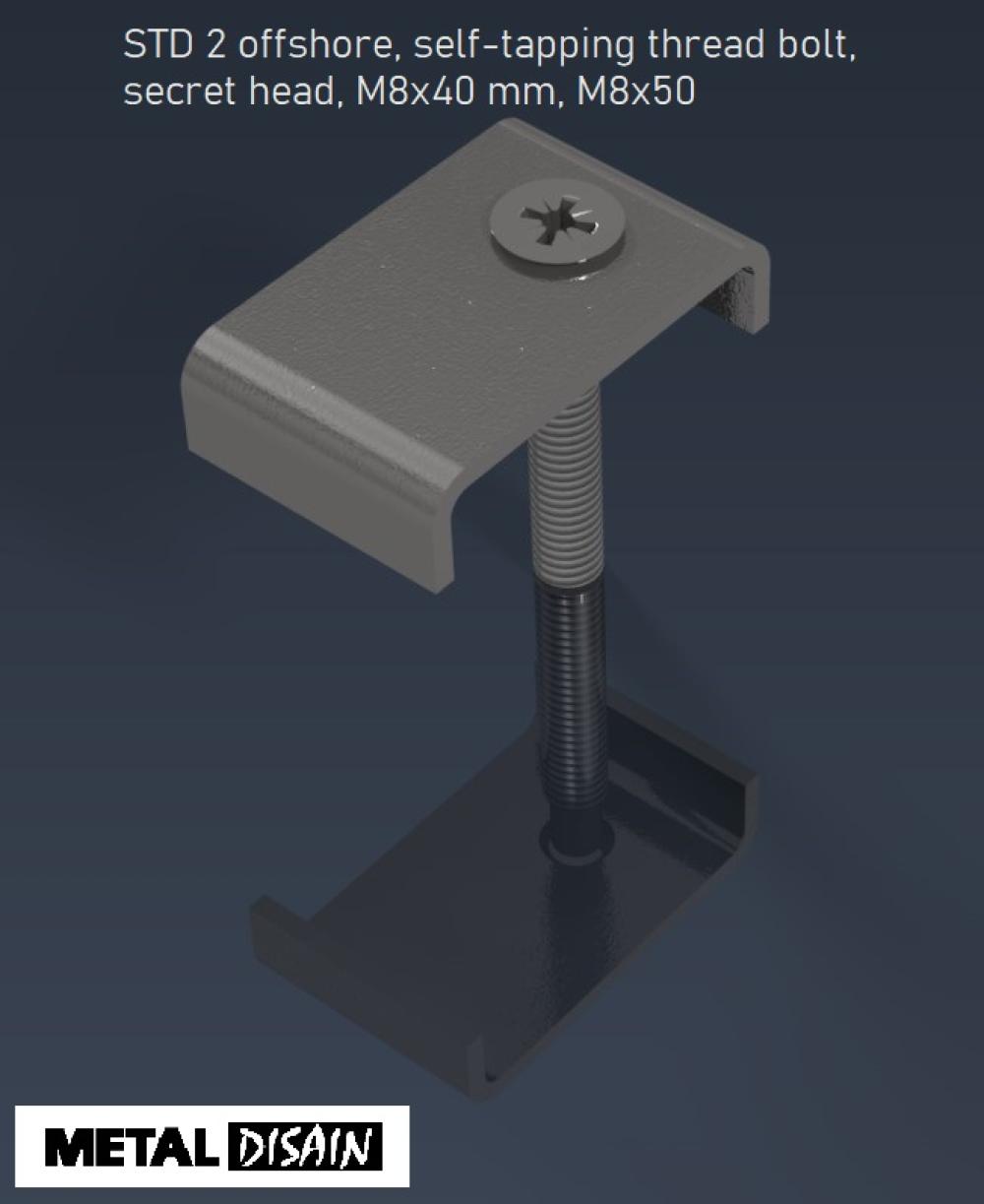
STD2
Grating is fasted to the supporting structure using 2 elements: an M-washer and an M8x40 mm or M8x50 mm bolt (countersunk or hex head). A hole a little bit smaller than the bolt diameter shall be bored at the grate attachment point, usually a load-bearing beam or part of a steel frame. The upper M-part is installed on the top of the grate, on a cell, resting directly on the bearing bars. A bolt freely enters the fastener hole to be driven into the pre-bored hole, meanwhile cutting threads, thus, making a strong and stable joint. The method is applicable to the surfaces suitable for self-tapping bolts.
NB! Prerequisite for STD2: the upper M-washer shall rest on the bearing bars with its wings, but not on the cross bars of the grating, that serve only as connectors and cell size limiters.
STD4
Grating is fasted to the supporting structure using 4 elements: an M-washer, a standard M8x60 mm hex bolt, a lower clamping channel bracket and a square nut. This method requires no pre-bored hole, but the load-bearing bar, usually a U bar or an L bar, shall allow the lower clamping channel bracket to grip the bar flange and tightly press the grating to the frame. Also, the grate reverse side shall be accessible in order to allow to install the clamping channel bracket and to start the square nut on the bolt.
NB! Prerequisite for STD4: the upper M-washer shall rest on the bearing bars with its wings, but not on the cross bars of the grating, that serve only as connectors and cell size limiters.
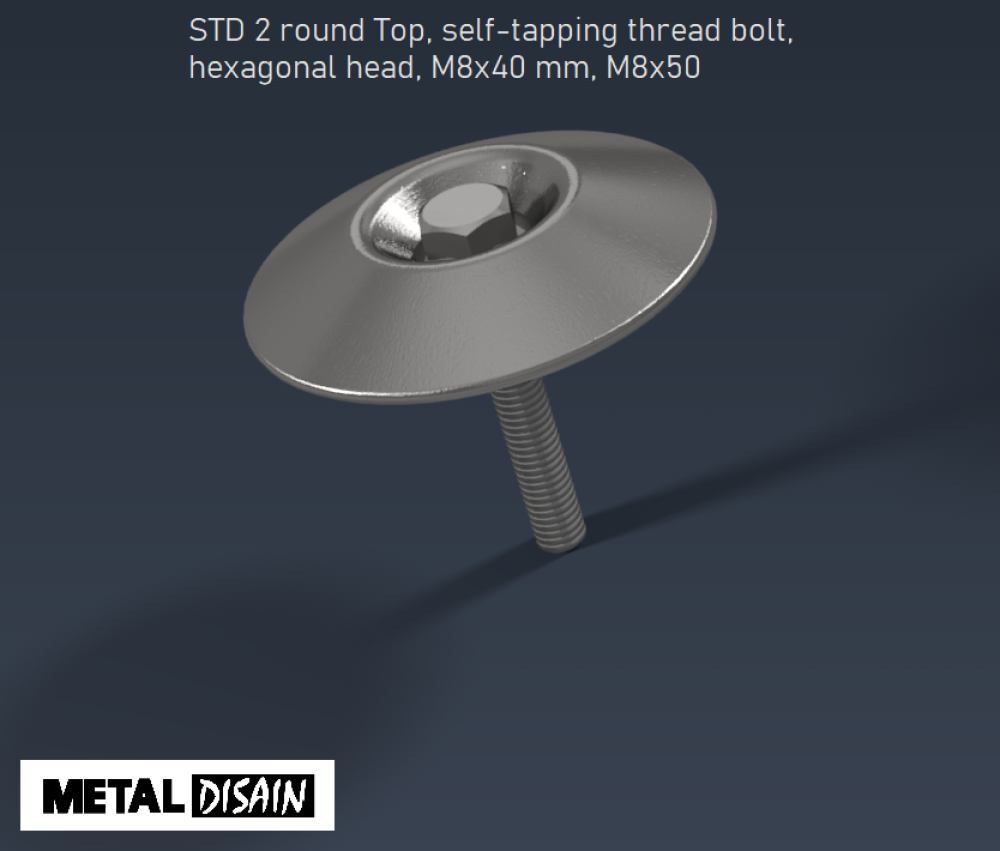
STD2 Round Top (with a round disc)
This is primarily used to mount small-cell grates and those with gaps between the bars being 11 mm, 16 mm, 21 mm, either press-locked, or pressure-welded, or offshore grating.
Grating is fasted to the supporting structure using 2 elements: an upper round washer and an M8x40 mm or M8x50 mm bolt (countersunk or hex head). A hole a little bit smaller than the bolt diameter shall be bored at the grate attachment point, usually a load-bearing beam or part of a steel frame. The upper round washer (disc) is installed on the top of the grate, on a cell, resting directly on the bearing bars. A bolt freely enters the disc hole to be driven into the pre-bored hole, meanwhile cutting threads, thus, making a strong and stable joint. The method is applicable to the surfaces suitable for self-tapping bolts.
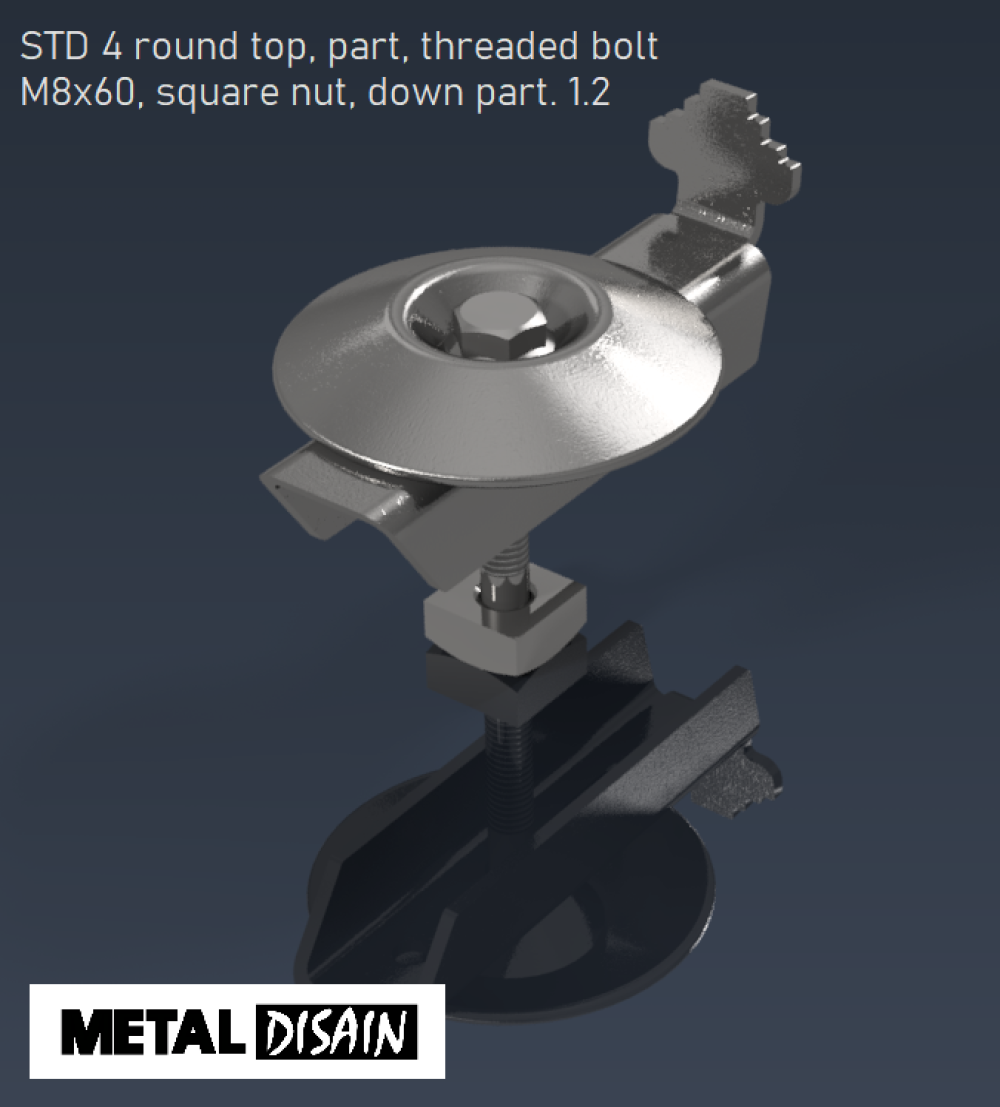
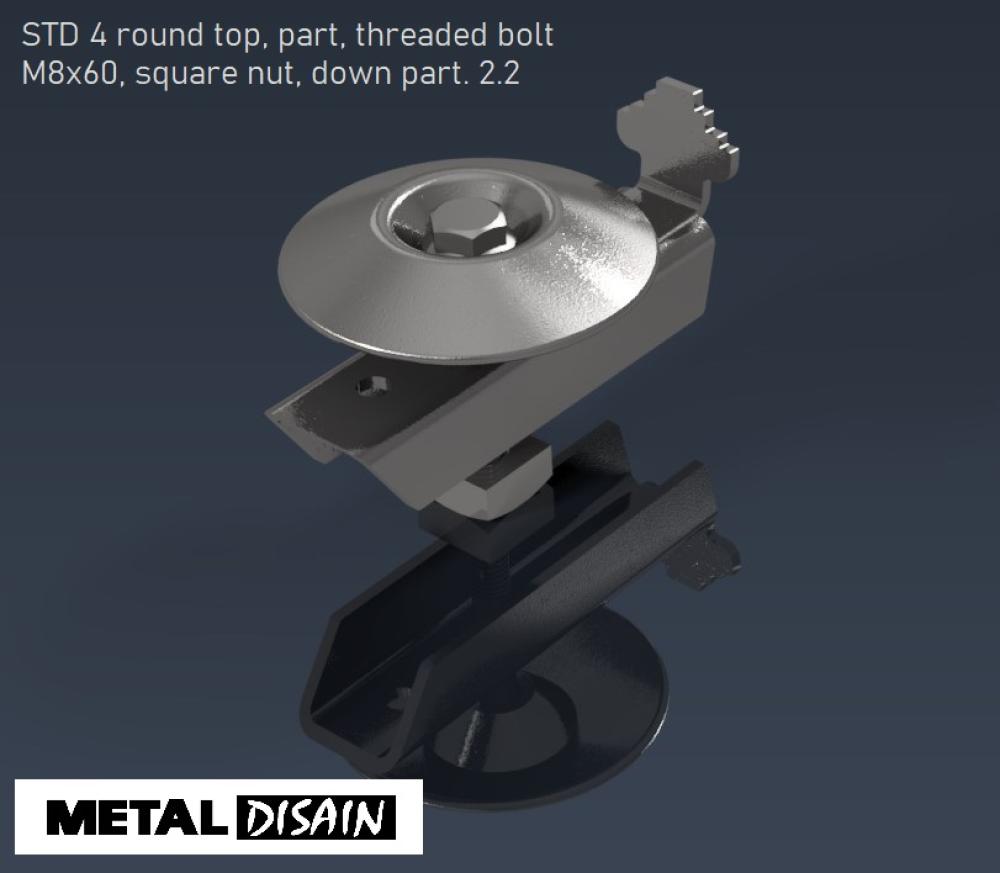
STD4 Round Top (with a round disc)
This is primarily used to mount either grates with standard cell size between the bearing bars (33-34 mm) or small-cell grates, be it a press-locked, a pressure-welded, or an offshore grating.
Grating is fasted to the supporting structure using 4 elements: an upper round washer, a standard M8x60 mm hex bolt, a lower clamping channel bracket and a square nut. This method requires no pre-bored hole, but the load-bearing bar, usually a U bar or an L bar, shall allow the lower clamping channel bracket to grip the bar flange and tightly press the grating to the frame. Also, the grate reverse side shall be accessible in order to allow to install the clamping channel bracket and to start the square nut on the bolt.
STD2 U Top Offset hole
A perfect solution to fasten an offshore grate, which has a 34-mm or 38-mm gap between the bearing bars. Structurally it much resembles pressure-welded grating, but has an additional round bar (Ø5 mm or Ø8 mm) between the bearing bars, parallel to the bearing ribs, to reduce the cell opening: according to the offshore grating specifications, a 15-mm ball shall not come through. The eccentric fastener is a perfect solution for offshore grates.
Grating is fasted to the supporting structure using 2 elements: an upper eccentric U-washer and an M8x40 mm or M8x50 mm bolt (countersunk or hex head). A hole a little bit smaller than the bolt diameter shall be bored at the grate attachment point, usually a load-bearing beam or part of a steel frame. The upper eccentric U-washer is installed on the top of the grate. A bolt freely enters the washer opening to be driven into the pre-bored hole, meanwhile cutting threads, thus, making a strong and stable joint. The method is applicable to the surfaces suitable for self-tapping bolts.
STD2 U Top Center hole
Applicable to press-locked grates with 33-mm or 44-mm gaps between the bearing bars (mid-centre dimension) and 11 mm between the cross bars, only.
Grating is fasted to the supporting structure using 2 elements: an upper eccentric U-washer and an M8x40 mm or M8x50 mm bolt (countersunk or hex head). A hole a little bit smaller than the bolt diameter shall be bored at the grate attachment point, usually a load-bearing beam or part of a steel frame. The upper eccentric U-washer is installed on the top of the grate. A bolt freely enters the washer opening to be driven into the pre-bored hole, meanwhile cutting threads, thus, making a strong and stable joint. The method is applicable to the surfaces suitable for self-tapping bolts.
Gallery